



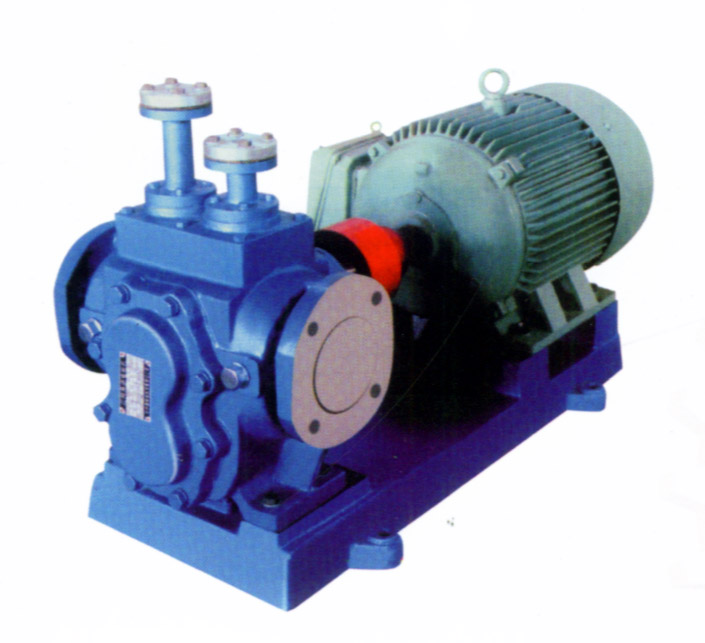





BWCB齒輪瀝青泵齒輪的加工流程及淬火要求
BWCB齒輪瀝青泵齒輪的加工工藝流程:
粗車-----精車——插齒——滾齒——倒棱(磨棱)——(倒角)——清洗——滲碳淬火——磨內(nèi)孔端面(磨內(nèi)孔)——(磨另一端面)——磨齒——清洗——強化噴丸——清洗——成品檢查”
BWCB齒輪瀝青泵的齒輪軸是重要的動力傳動,其性能很大程度上取決于熱處理過程,因此,對熱處理工藝要求十分嚴(yán)格。齒輪軸熱處理主要包括長時間高溫強滲碳勢深層滲碳和空冷至一定溫度淬火。一是表層滲碳組織不符合工藝要求,比如,由于大型齒輪軸尺寸大,熱處理后一些花鍵齒部分表層貝氏體/珠光體含量高、形成明顯網(wǎng)狀;另一個問題是齒輪軸在熱處理過程中容易發(fā)生畸變,嚴(yán)重時滲碳層齒面中部凹陷,呈兩頭翹起的馬鞍型。由于滲碳齒面為嚙合工作面,允許的磨削余量非常小,這就要求熱處理后的齒面畸變小而尺寸精確,以確保磨削加工后齒間的嚙合精度和滲層深度。大型齒輪軸熱處理裝爐量少,生產(chǎn)效率低,故優(yōu)化熱處理工藝、提高熱處理質(zhì)量很有必要。
針對BWCB齒輪瀝青泵的齒輪軸熱處理中的畸變問題,畸變主要發(fā)生在淬火工序,由于內(nèi)部熱應(yīng)力和組織應(yīng)力產(chǎn)生的時間不同相互疊加而致。因此,他們建議,在確保淬硬層深度的前提下盡量減小淬火溫差,取淬火溫度下限。采用硝鹽等溫淬火,可以在很大程度上減少熱應(yīng)變所引起的畸變。另外,對不可避免的組織轉(zhuǎn)變所引起的直徑縮小,可以采取1.5mm預(yù)留收縮余量的辦法。他們對500~600mm齒輪軸采用下限淬火溫度和硝鹽等溫淬火處理方法有效地達到了控制畸變量的目的
------分隔線----------------------------
相關(guān)新聞
下一篇:保溫瀝青泵實用知識介紹

